

化妆品包材质量管理及产品检验规范
作者:李亚飞-美奇可
点击查看:包材质量检验规范
外观区域、检验条件及方式定义
1.外观区域定义
1-1.主视面:在产品装配好后,正常置于水平面上,从标有产品名称和标志的水平正前方和垂直上方目视所能观测到的范围
1-2.非主视面:除主视面以外的底面、背面、侧面和内表面
2.检验条件
2-1.检验环境亮度要求在明亮自然光或白炽灯等光源下
2-2.检验视距:45~60cm(约一臂之长度)
2-3.内/外观检验时间: 6-10s/面
2-4.对于被测物观察角度:90±45°范围内
2-5.检验人员要求视力:0.8以上(裸视或纠正后的视力)
3.抽样计划
3-1.抽样标准:GB/T2828.1-2012 :一般检验G-II;特殊检验S-3
3-2.允收水准: CR:0.65 MA:1.5 MI:4.0
3-3.IPQC巡检频率:外观:20pcs/2hr; 尺寸、组装及功能4pcs/4hr
4.品质缺点定义
4-1.CR: 严重缺陷,影响使用之缺陷
4-2.MA: 一般缺陷,重要外观指标
4-3.MI: 轻微外观指标瑕疵
注塑缺陷
色差:颜色出现与标准色板或客户封样件的颜色差异
杂点:产品表面区别于底色的类圆形的点
缩水:由于材料收缩而造成产品表面凹陷或面积变小、变形的症状
飞边:由于注塑工艺或模具原因,造成在塑料件的边缘分型面处所产生的废边
破裂:因内应力或机械损伤而造成在塑料件表面上的裂纹
缺胶:由于注塑填充不足而造成的零件不满模、少料、有凹陷、气孔等症状
变形:产品偏离要求的形状而扭曲的现象
气泡:由于原料在成型前未充分干燥,水分在高温的树脂中气化而形成气泡
料花:产品表面上沿树脂流动方向上所呈现出的银白色条纹
熔接线:熔体在绕过阻碍物后不能很好的融合,而在塑件表面形成一条明显的线
合模线:分模面结合部位注塑成型后留有的痕迹
气纹/波纹:产品表面上以浇口为中心而呈现出的年轮状条纹
顶白:由于塑料件的包紧力大,顶杆区域受到强大的顶出力,所产生的痕迹或白印
灼烧:因模具排气不良导致塑件有发白、发黄、烧黑的印记
油渍:在塑料件表面残留的油污
翘曲及变形:塑件成型时由于受力不均或应力而造成塑料件的形变
划痕:由于摩擦或滑划而造成产品表面留下点、线或块状的损伤
碰伤:由于碰撞而造成产品表面有明显可视的缺损、变形或凹坑
亮点:产品内壁或边缘处出现点状裂纹现象
烫伤:因模温过高或成型工艺参数不良导致产品褶皱现象
吸盘印:因吸盘取件导致产品表面有圈印现象
模痕:因模具损伤导致产品表面印记
拉模:因模具损伤导致产品出模时留有拉伤印记
砂眼:内部或表面带有沙粒的孔洞或沙粒已除去,但仍遗留明细孔洞的现象
透明度差:产品因模具困气、料管温度或其他成型条件不当导致出现模糊、透明度不佳的现象
喷涂缺陷
积漆:在喷漆件表面上出现局部的油漆堆积现象
桔纹:在漆层表面出现桔子皮状皱痕
透底:在漆层表面局部油漆层过薄而露出基体颜色的现象
剥落:在漆层表面出现涂层脱落现象
褪色:在漆层表面出现涂层褪色现象
颗粒:在喷漆表面上附着的细小颗粒
纤毛屑:在漆层纤维毛等物而产生的细小线状现象
色薄:在图文印刷时出现的颜色偏淡的现象
光泽差异:漆层表面光泽度超出标准样品的光泽差异
漆面粗糙:漆层表面不平滑,粗糙
印刷缺陷
印刷毛边:印刷图案边缘处出现的毛绒状油墨现象
印刷偏位:丝印位置与图面位置要求有偏差或整体有偏斜现象
重影:印刷字体或图案有附影现象
漏印/缺印:印刷中由于杂质或其他原因造成印刷内容或字体不完整现象
覆膜起泡:产品表面覆盖的薄膜不平整,有气泡现象
印刷垃圾:表面粘有细毛,灰尘等异物
漏版:因网版损伤导致油墨渗漏至产品表面的现象
电镀缺陷
起泡:镀层与基体因局部剥离致表面呈气泡现象
脱皮:镀层与基体有剥离现象;镀层成片状脱离基体材料的现象
烧焦:在过高电流下形成的颜色黑暗、粗糙、松散等质量不佳的沉积物,其中常含有氧化物或其它杂质
麻点:在电镀或腐蚀中,与金属表面上形成的小坑或小孔
粗糙:在电镀过程中,由于种种原因造成的镀层粗糙不光滑的现象
水印、色斑:通常用于表面被污染所引起的不均匀润湿性,使表面上的水膜变的不连续
颜色暗淡:由于腐蚀而引起的金属或镀层表面色泽的变化(如发暗、失色等)
粘有异物:表面粘有毛屑,灰尘,油污,结晶物
包装缺陷
装配不到位:未达到组装最终位置效果的现象
贴壁:产品内胆与外瓶装配后出现局部过紧导致挤压现象(多出现在膏霜瓶和乳液瓶)
超声焊接不良:焊接开裂、焊接不牢固、挤胶等超声波焊接不良现象
胶水外露:使用胶水粘连的产品由于胶水用量较多或方法、方式不当而外漏的情形
漏装:因操作人员疏忽导致产品漏装配件或短装数量
装反:因操作人员疏忽导致产品配件位置放反(多出现在活塞装反)
间隙:多部件组装配合出现的配合缝隙现象
断差:多部件组装配合出现的错边现象
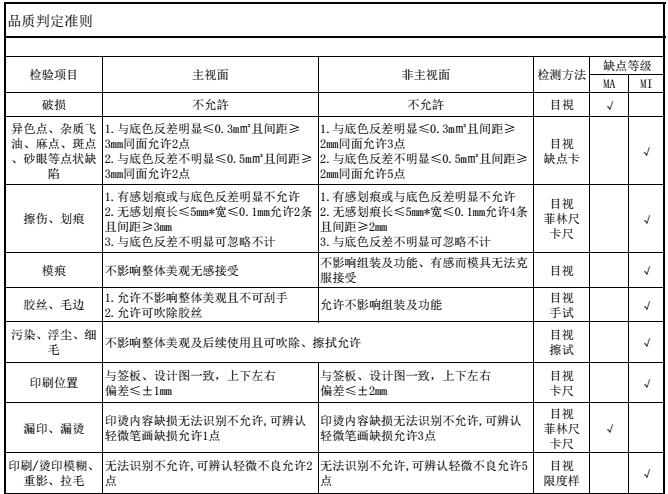
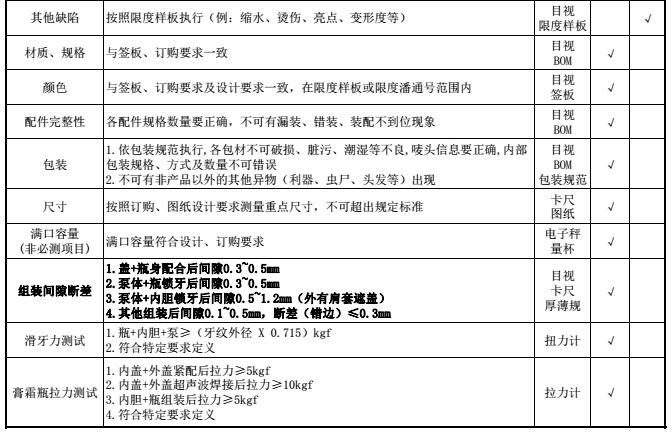
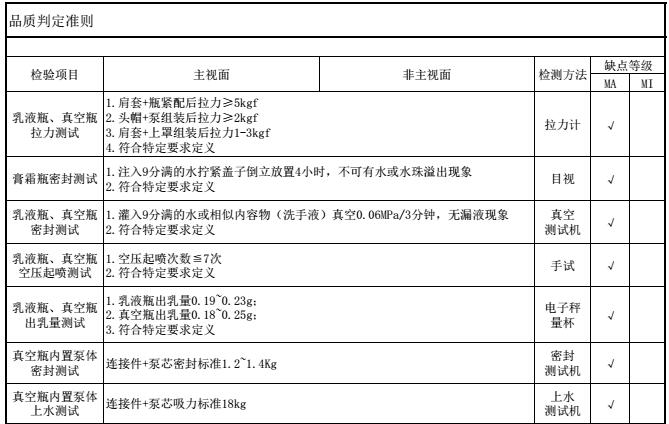
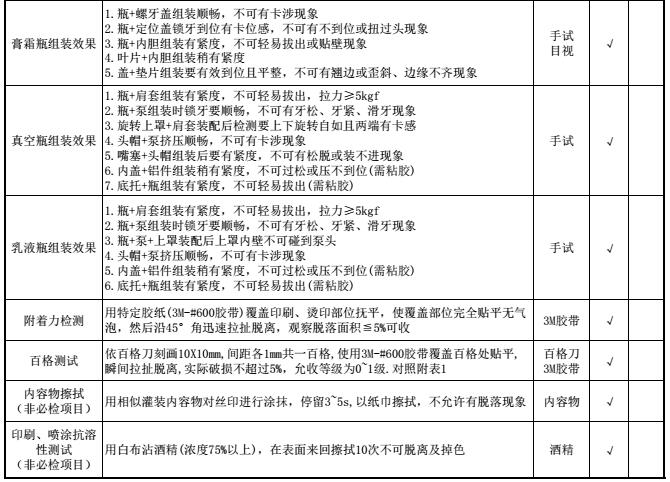
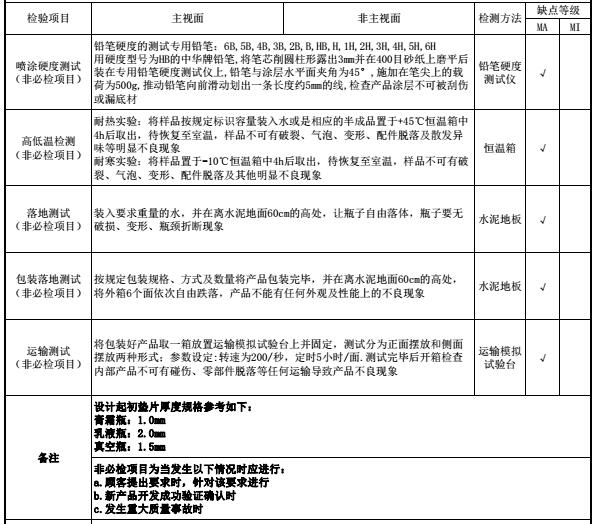
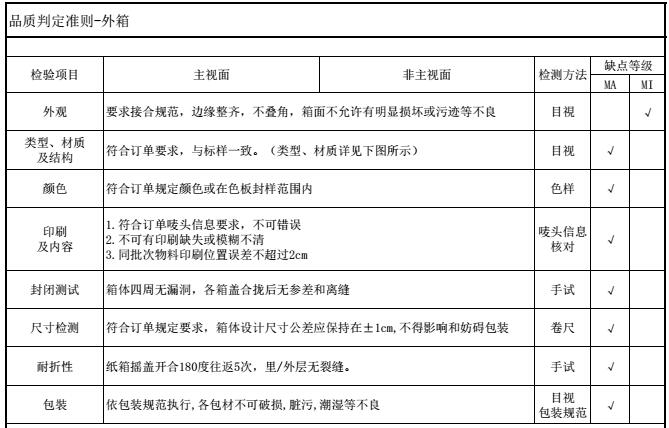
判断准则
? 2017 - 护肤俱乐部 - www.hufu.club 转载需注明出处
- 上一篇: 最为详解的痘痘产生机制,让痘痘肌肤有的放矢
- 下一篇: 国产非特殊用途化妆品备案注意事项与技巧分享

推荐资讯
- 气雾灌装及铝罐工厂资源一览-长期更新
- 2023-03-06

- 纯铝管及母子软管国内上下游供应情况 - 定期更新
- 2023-02-11

- 艾妍 | HUFU.CLUB|KOL.CLUB 产品开发及后产品流量运营活动
- 2019-09-24
- 《彩妆全解码——FACE ID》与阿芙旗下彩妆品牌达成赞助合作
- 2019-09-19
- 《彩妆解码—FACE ID》书籍启动...
- 2019-03-28
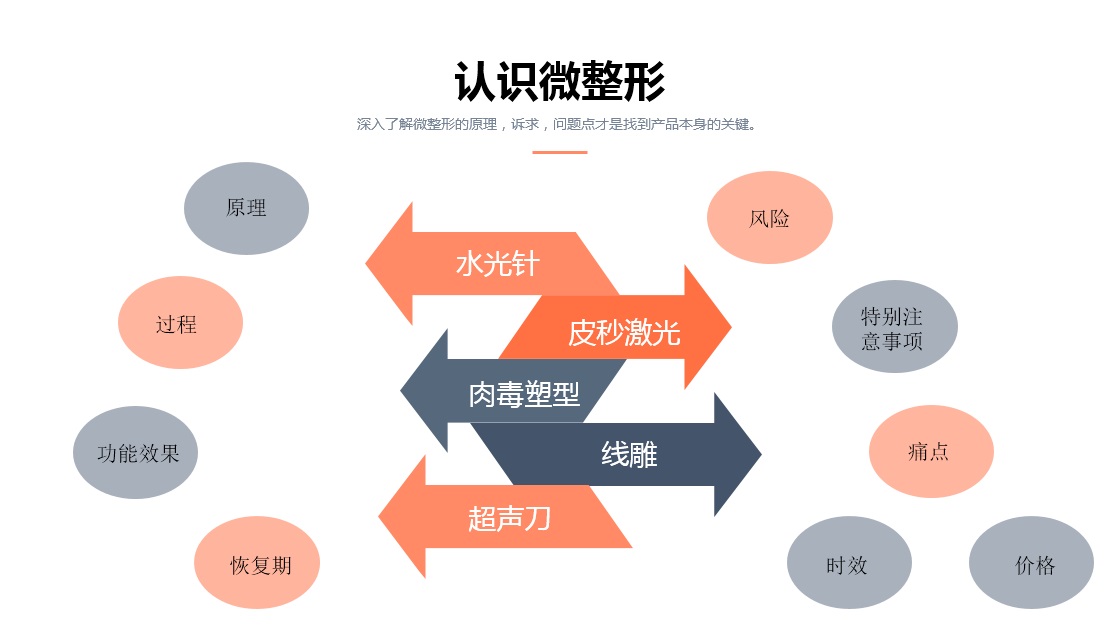
- 轻医美系列课堂:轻医美不轻(下) by 吕梦瑶
- 2018-11-02

- 轻医美系列课堂:轻医美不轻(上) by 吕梦瑶
- 2018-11-02
 广告2
广告2TOP排行
广告3
